

مراحل تولید پروفیل های ساپورت
مقدمه
مراحل تولید پروفیل های ساپورت: پروفیلهای ساپورت نوعی مقاطع فلزی (عمدتاً فولادی) هستند که به عنوان سازههای نگهدارنده برای پشتیبانی تجهیزات در پروژههای ساختمانی، صنعتی و تأسیساتی به کار میروند.
این پروفیلها به دلیل طراحی خاص و ویژگیهای ساختاری خود قادرند وزنها و نیروهای زیادی را تحمل کنند و برای نگهداری لولهها، کابلها، سینیهای کابل و سایر تجهیزات سنگین استفاده میشوند.
بهمنظور افزایش دوام، اغلب پروفیلهای ساپورت را با پوششهای گالوانیزه در برابر زنگزدگی و خوردگی تولید میکنند که این امر عمر مفید آنها را بیشتر میکند.

آموزش تولید پروفیلهای ساپورت
برای صنعتگران و مهندسان از اهمیت ویژهای برخوردار است، زیرا تولید صحیح این قطعات تضمینکنندهی ایمنی و پایداری سازهها در پروژههای مختلف است. این پروفیلها معمولاً از فولاد ساخته میشوند.
انتخاب جنس مناسب به کاربرد موردنظر و الزامات فنی پروژه بستگی دارد. در ادامه، به صورت گامبهگام به فرآیند و مراحل تولید میپردازیم، سپس مزایا و کاربردهای این پروفیلها را بررسی کرده و نکات کلیدی برای بهبود کیفیت و بهرهوری در تولید را معرفی میکنیم. در پایان نیز یک جدول مقایسهای از انواع مختلف پروفیل ساپورت بر اساس جنس، مقاومت و کاربرد ارائه شده است.

مراحل تولید پروفیلهای ساپورت
شامل مراحل متعددی است که از تأمین مواد اولیه تا تکمیل محصول نهایی را در بر میگیرد. در این بخش، مراحل ساخت پروفیل ساپورت را به ترتیب شرح میدهیم:
1.انتخاب مواد اولیه مناسب:
گام نخست، انتخاب ماده اولیه با کیفیت است. برای پروفیل ساپورت معمولاً از ورق فولادی با استحکام مناسب (مانند فولاد ساختمانی St37 یا گریدهای مشابه) استفاده میشود تا پروفیل نهایی توان تحمل بارهای موردنظر را داشته باشد. کیفیت ورق فولادی از نظر ترکیب شیمیایی و ضخامت یکنواخت، تأثیر مستقیمی بر خواص مکانیکی پروفیل نهایی دارد. در برخی موارد جهت کاربردهای خاص، ممکن است از آلیاژهای آلومینیوم یا فولاد ضدزنگ نیز به عنوان ماده اولیه استفاده شود. انتخاب صحیح مواد اولیه پایه، قدم اول در تضمین کیفیت محصول نهایی است.
2.برش ورق فولادی به نوارهای باریک:
پس از تهیه ورق یا کلاف (کویل) فولادی، مرحلهی برش آغاز میشود. کویل فولادی باز شده و توسط دستگاههای برش (گیوتین یا برش اتوماتیک) به نوارهایی با عرض مورد نیاز بریده میشود.
عرض این نوارها برابر با محیط مقطع پروفیل موردنظر (با در نظر گرفتن لبهها) تعیین میگردد. دقت در برش بسیار حائز اهمیت است، زیرا عرض نوار باید یکنواخت باشد تا در مراحل بعدی پروفیل تاب برندارد یا ابعاد آن خارج از تلورانس نشود.
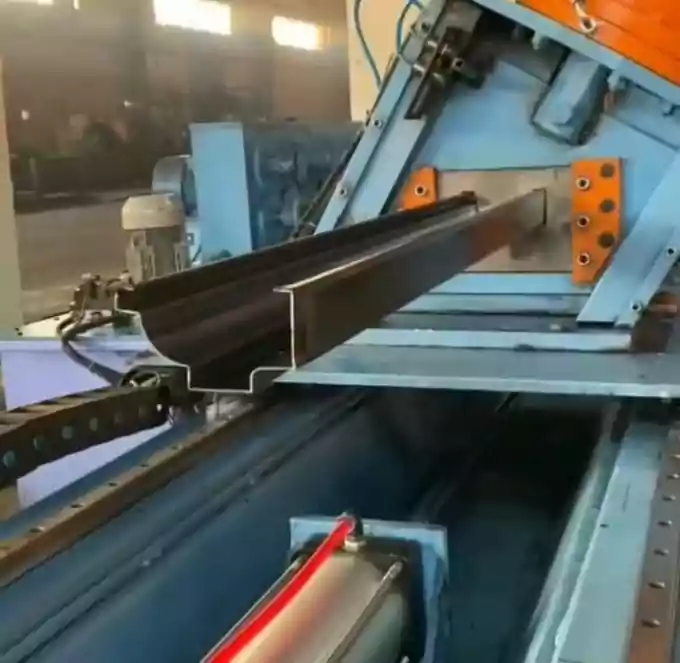
3.شکلدهی پروفیل (رولفرمینگ یا خمکاری):
در این مرحله نوارهای بریدهشده وارد خط شکلدهی میشوند. رایجترین روش ساخت پروفیل ساپورت استفاده از نورد سرد (رولفرمینگ) است. بدین صورت که نوار فولادی از میان چندین مجموعه غلتک پشت سرهم عبور داده میشود. هر مجموعه غلتک به تدریج نوار صاف را خم کرده و به شکل مقطع مورد نظر در میآورد.
برای مثال جهت تولید پروفیل ساپورت به شکل مقطع C یا U، تنظیم فاصله و زاویه غلتکها به گونهای است که رفتهرفته انحنای لازم ایجاد شود تا مقطع نهایی شکل C یا U بگیرد. تنظیم دقیق دستگاه رولفرمینگ بسیار مهم است تا پروفیل تولیدی بدون اعوجاج و با ابعاد دقیق حاصل شود. در تولیدات کارگاهی کوچکتر ممکن است از دستگاههای خمکاری پرس برک نیز برای ساخت تعداد محدودی پروفیل U و C استفاده شود، اما برای تیراژ بالا رولفرمینگ اقتصادیتر و سریعتر است.
4.سوراخکاری (پانچ) و ایجاد شکافها:
یکی از ویژگیهای مهم پروفیلهای ساپورت، وجود سوراخها و شیارهای تعبیهشده بر روی بدنه آنها است. این سوراخها جهت اتصال پیچ و مهره، بستها و سایر اتصالات کاربرد دارند و فرآیند نصب را آسان میکنند. معمولاً عملیات سوراخکاری به صورت پانچ مکانیکی در خط تولید انجام میگیرد. بسته به طراحی پروفیل، سوراخها میتوانند دایرهای یا لوبیایی شکل (بیضوی کشیده) باشند. ترتیب انجام پانچ ممکن است قبل از شکلدهی (روی نوار صاف) یا پس از آن باشد؛ بسیاری از خطوط تولید پیشرفته، پانچ را به صورت همزمان با رولفرمینگ انجام میدهند تا بهرهوری بالا رود. دقت در محل و ابعاد سوراخها بسیار اهمیت دارد، زیرا عدم انطباق سوراخها با استاندارد ممکن است در مرحله نصب قطعات مشکلساز شود.
5.جوشکاری و اتصال اجزا (در صورت لزوم):
بیشتر پروفیلهای ساپورت مقاطع بازی مانند C یا U هستند و نیازی به جوشکاری در خود پروفیل نیست. با این حال، در برخی سیستمهای ساپورت ممکن است اجزای تکمیلی مانند صفحات اتصال، مهرههای ثابتشده یا ریلهای تقویتی به پروفیل افزوده شوند که توسط جوش به پروفیل متصل میگردند. برای مثال، برخی پروفیلهای ساپورت دارای مهرههای خاصی در داخل خود هستند که فرآیند نصب پیچ را سرعت میبخشند؛ این مهرهها میتوانند در خط تولید به کمک جوش نقطهای به داخل پروفیل متصل شوند. همچنین در روشهای تولید سنتیتر، اگر پروفیل ساپورت از نبشیها یا ناودانیهای بریدهشده تشکیل شود، ممکن است با جوشکاری به هم وصل کردن دو ناودانی یک مقطع جدید ساخته شود. به طور کلی، هرجا نیاز به جوش باشد، باید از روشهای جوشکاری استاندارد (مانند جوش مقاومتی یا CO2) استفاده نمود و پس از جوش، مناطق حرارتدیده تمیزکاری و پرداخت شوند.
6.عملیات تکمیلی و پوششدهی سطحی:
پس از شکلدهی اولیه پروفیل و ایجاد سوراخها، نوبت به عملیات تکمیلی میرسد. ابتدا هرگونه لبه تیز یا پلیسه (خردههای فلزی) ناشی از برش و پانچ باید توسط سنگزنی یا پرداخت برطرف شود تا سطح کار صاف و ایمن گردد. سپس بر اساس نیاز، پوششدهی سطحی انجام میشود. متداولترین پوشش برای پروفیلهای ساپورت فولادی، گالوانیزه گرم است که طی آن پروفیل در حمام روی مذاب غوطهور شده و لایهای از روی بر سطح آن مینشیند. این پوشش گالوانیزه مقاومت پروفیل را در برابر زنگزدگی به شدت افزایش میدهد. در برخی موارد خاص، رنگآمیزی صنعتی یا پوشش پودری (رنگ کورهای) نیز بهکار میرود، به ویژه اگر نیاز به کدگذاری رنگی قطعات یا زیبایی ظاهری باشد. برای پروفیلهای آلومینیومی نیز معمولاً آنودایزینگ یا رنگ پودری انجام میشود تا مقاومت به خوردگی آنها بهبود یابد. انتخاب نوع پوشش بسته به محیط کاری پروفیل (مرطوب، اسیدی، فضای باز و غیره) صورت میگیرد.
7.کنترل کیفیت و بستهبندی نهایی:
آخرین مرحله، کنترل کیفیت (QC) و آمادهسازی جهت ارسال است. پروفیلهای تولید شده از نظر ابعادی (طول، عرض مقطع، ضخامت)، محل و قطر سوراخها و کیفیت پوشش بررسی میشوند. تستهای مقاومت مکانیکی یا بارگذاری میتوانند به صورت نمونهای (Batch Testing) انجام شوند تا اطمینان حاصل شود محصول نهایی مطابق استانداردهای مورد نیاز است. همچنین پوشش گالوانیزه از نظر یکنواختی و ضخامت لایه ارزیابی میشود. پس از تأیید کیفیت، پروفیلها معمولاً در دستههای مشخص (مثلاً بستههای چندتایی) بندپیچی و بستهبندی میشوند. برای جلوگیری از آسیب در حملونقل، بین پروفیلها ممکن است فاصلهگذار یا روکش پلاستیکی قرار داده شود. سپس برچسبگذاری محصولات (حاوی مشخصات محصول، کد تولید، تاریخ و …) انجام و پروفیلهای ساپورت آماده ارسال به بازار یا پروژههای مصرفکننده میگردند.
مزایا استفاده از پروفیلهای ساپورت
استفاده از پروفیلهای ساپورت در صنایع مختلف، مزایای قابل توجهی از جنبههای فنی و اقتصادی به همراه دارد. در این بخش به مهمترین مزایای فنی و اقتصادی پروفیل ساپورت میپردازیم:
استحکام و ظرفیت باربری بالا:
پروفیلهای ساپورت به دلیل جنس فولادی و طراحی مهندسیشده، قادر به تحمل بارهای سنگین و نیروهای مکانیکی شدید هستند.
این ویژگی باعث میشود در سازههای صنعتی و ساختمانی بتوانند تجهیزات بزرگی مانند لولههای قطور، سینیهای کابل پُر و ماشینآلات را با اطمینان پشتیبانی کنند بدون اینکه دچار تغییر شکل یا شکست شوند. در نتیجه ایمنی کلی سازه و تجهیزات متصل به آن افزایش مییابد.
دوام و مقاومت در شرایط محیطی سخت:
بسیاری از پروفیلهای ساپورت با پوششهای ضدخوردگی (مانند گالوانیزه گرم) عرضه میشوند که آنها را در برابر زنگزدگی و خوردگی مقاوم میسازد.
این مزیت بهویژه در محیطهای مرطوب، صنعتی یا مجاورت مواد شیمیایی اهمیت دارد. علاوه بر پوشش، خود جنس فولاد نیز در برابر حرارتهای متعارف مقاومت خوبی دارد و در صورت نیاز میتوان از فولادهای آلیاژی یا ضدزنگ برای مقاومت بیشتر در شرایط ویژه (مثلاً دمای بسیار بالا یا تماس با مواد خورنده) بهره برد. دوام بالای این پروفیلها موجب طولانیتر شدن عمر سازهها و کاهش هزینههای تعمیر یا تعویض در بلندمدت میشود.
سهولت نصب و انعطافپذیری در کاربرد:
یکی از بزرگترین مزایای فنی پروفیلهای ساپورت، ماهیت مدولار و نصب آسان آنها است. این پروفیلها اغلب دارای سوراخها و شیارهای از پیش تعبیهشدهای هستند که اتصال اجزا و تکیهگاههای مختلف را بدون نیاز به جوشکاری یا برش اضافی ممکن میکنند.
این انعطافپذیری در نصب نه تنها خطای انسانی را کاهش میدهد، بلکه امکان توسعه یا تعمیرات بعدی را نیز سادهتر میسازد.
صرفهجویی در زمان و هزینههای نصب:
به واسطه نصب سریع و بدون دردسر، هزینههای اجرایی پروژه با استفاده از پروفیل ساپورت کاهش مییابد. عدم نیاز به عملیات جوشکاری در محل و قابل تنظیم بودن قطعات باعث میشود نیروی کار کمتری برای زمان کوتاهتری درگیر نصب شود.
همچنین چون این پروفیلها معمولاً به صورت انبوه و استاندارد تولید میشوند، قیمت تمامشدهی هر واحد آن نسبت به ساخت سازههای نگهدارنده سفارشی (مثلاً جوشکاری پروفیلهای معمولی در محل پروژه) کمتر است. کاهش زمان نصب به معنای پیشرفت سریعتر پروژه و تحویل بهموقع است که یک مزیت اقتصادی مهم بهشمار میآید.
تنوع و تطبیقپذیری بالا:
پروفیلهای ساپورت در ابعاد و طرحهای گوناگون (C، U، L و …) تولید میشوند و میتوانند در انواع پروژهها به کار روند. این تنوع محصول به مهندسان اجازه میدهد متناسب با نیاز باربری و فضای موجود، گزینهی بهینه را انتخاب کنند. وجود قطعات الحاقی متنوع (مانند انواع براکتها، بستها، رابطها) که با پروفیلهای ساپورت استاندارد سازگارند، باعث میشود تقریباً هر نوع ترکیب سازهای پشتیبانی را بتوان پیادهسازی کرد. تطبیقپذیری بالای این سیستمها موجب کاهش نیاز به طراحی و ساخت سفارشی سازههای نگهدارنده و در نتیجه صرفهجویی اقتصادی و تسریع اجرا میشود.
ایمنی و استانداردسازی:
بهرهگیری از پروفیلهای ساپورت که مطابق استانداردهای صنعتی تولید شدهاند، اعتماد بیشتری را در زمینه ایمنی به همراه دارد. این پروفیلها در کارخانه تحت نظارت کیفی دقیق ساخته شده و آزمایشهای مکانیکی را پشت سر گذاشتهاند، لذا رفتار آنها تحت بار مشخص و قابل پیشبینی است. استفاده از محصولات استاندارد، ریسک خطاهای طراحی یا ساخت دستی را کاهش داده و ایمنی کارکنان و تجهیزات را بهبود میبخشد. علاوه بر این، استفاده از پروفیلهای ساپورت آماده، محیط کارگاهی تمیزتر و ایمنتری (بدون جرقه جوشکاری، برشکاری و …) ایجاد میکند.


نکات کلیدی در تولید پروفیل ساپورت
تولید پروفیلهای ساپورت با کیفیت بالا و هزینه بهینه، نیازمند توجه به نکات فنی و مدیریتی متعددی در طی فرآیند تولید است. در ادامه به چند توصیه کلیدی برای بهبود کیفیت و افزایش بهرهوری در تولید پروفیل ساپورت اشاره میکنیم:
کنترل کیفیت مواد اولیه:
همانطور که اشاره شد، کیفیت ورق یا شمش اولیه نقش پایهای در محصول نهایی دارد. اطمینان حاصل کنید که مواد اولیه از تامینکنندگان معتبر و طبق استانداردهای مورد نیاز (از نظر ترکیب شیمیایی، استحکام و ضخامت) تهیه شوند. انجام آزمایشهای کنترل کیفی بر روی هر بچ مواد (مانند آزمون کشش، آنالیز ترکیب و سنجش ضخامت ورق) پیش از ورود به خط تولید، از بروز مشکلات بعدی جلوگیری میکند.
کالیبراسیون و نگهداری منظم ماشینآلات:
دستگاههای رولفرمینگ، پرسها و تجهیزات پانچ باید به صورت منظم سرویس و کالیبره شوند. تنظیم دقیق فاصله غلتکها در رولفرمینگ و تیز بودن تیغههای برش و سنبههای پانچ تاثیر مستقیمی بر کیفیت پروفیل تولیدی دارد. با برنامهریزی برای بازبینی و تعمیرات پیشگیرانهی ماشینآلات، میتوان از ایجاد اعوجاج در پروفیل یا عدم تطابق سوراخها جلوگیری کرد و توقفات خط تولید را به حداقل رساند.
آموزش و ایمنی نیروی کار:
اپراتورهای خط تولید باید آموزش دیده باشند تا ماشینآلات را به درستی تنظیم و راهبری کنند. درک صحیح کارکنان از مراحل فرآیند (برش، شکلدهی، پانچ، پوششدهی) و مهارت در رفع عیوب احتمالی، کیفیت نهایی محصول را ارتقا میدهد. همچنین رعایت دستورالعملهای ایمنی در کار با دستگاههای پرس و نورد بسیار مهم است؛ استفادة کارکنان از تجهیزات حفاظت فردی (نظیر دستکش، عینک و لباس کار مناسب) و وجود رویههای ایمنی مدون برای کار با ماشینآلات سنگین، از حوادث جلوگیری کرده و محیط کاری مطمئنی ایجاد میکند.
نظارت در طول فرآیند تولید:
به جای تنها اتکا به کنترل نهایی، بهتر است کنترل کیفی در حین تولید انجام گیرد. به عنوان مثال، پس از مرحله برش، ابعاد نوارها اندازهگیری و راستی آنها بررسی شود؛ یا پس از شکلدهی، مقطع پروفیل با شابلونهای مخصوص تطابق داده شود تا تغییر شکل یا اعوجاج سریعا تشخیص داده شود. حتی بررسی چشمی کیفیت پانچ (عدم وجود پلیسه اطراف سوراخها) و یکنواختی پوشش گالوانیزه در خط تولید، میتواند از انباشته شدن عیب در تعداد زیادی پروفیل جلوگیری کند. رویکرد نظارت مرحلهای موجب کاهش ضایعات و دوبارهکاری خواهد شد.
بهینهسازی طراحی پروفیل و فرآیند:
واحد تحقیق و توسعه (R&D) کارخانه میتواند با بررسی بازخوردهای مشتریان و نیازهای بازار، در طراحی پروفیلها یا اصلاح فرآیندها نوآوری کند. برای مثال، ممکن است افزودن شیارهای اضافی یا تغییر جزئی در ابعاد پروفیل جهت سهولت نصب، ارزشمند باشد. همچنین بهینهسازی چیدمان قالبهای رولفرمینگ به نحوی که مصرف ورق و تولید ضایعات به حداقل برسد، تاثیر قابل توجهی در کاهش هزینه مواد اولیه خواهد داشت. هر گونه تغییر در طراحی باید با انجام آزمایشات مکانیکی و بررسی انطباق با استانداردهای مربوطه همراه باشد.
مدیریت موجودی و زمانبندی تولید:
جهت افزایش بهرهوری، برنامهریزی تأمین مواد و زمانبندی تولید بسیار مهم است. داشتن موجودی کافی از مواد اولیه با کیفیت و قطعات مصرفی (مانند تیغهها، روغنهای صنعتی برای روانکاری خط نورد و …) باعث میشود خط تولید بدون توقفهای ناشی از کمبود مواد به کار ادامه دهد. از سوی دیگر، جلوگیری از انباشت بیش از حد محصول نیمهساخته در میان مراحل (مثلاً توده شدن نوارهای برشخورده قبل از رولفرمینگ) با ایجاد تعادل در سرعت هر مرحله تولید، به روان شدن جریان کار و کاهش زمان تولید هر واحد منجر میشود.
رعایت استانداردها و تستهای نهایی:
اطمینان حاصل کنید که محصول نهایی با استانداردهای ملی و بینالمللی مربوطه (مانند استانداردهای سازهای یا تأسیساتی) مطابقت دارد. انجام تستهای نهایی روی پروفیلها الزامی است؛ این تستها میتواند شامل بازرسی چشمی 100٪، اندازهگیری اتفاقی ابعاد و زوایا، تست مقاومت پوشش گالوانیزه (مثلاً آزمون چسبندگی یا ضخامتسنجی پوشش) و حتی تست بارگذاری برای تعدادی نمونه تصادفی باشد. داشتن گواهیهای استاندارد و نتایج تست برای هر بچ تولید، هم به بهبود کیفیت داخلی کمک میکند و هم اعتماد مشتریان را جلب مینماید.
با رعایت نکات فوق، کارخانههای تولیدکننده پروفیل ساپورت میتوانند ضمن حفظ یا ارتقای کیفیت محصول، بهرهوری تولید خود را افزایش داده و هزینههای ضایعات و دوبارهکاری را کاهش دهند. نتیجه نهایی، تولید پروفیلهایی قابل رقابت در بازار و کسب رضایت بیشتر مصرفکنندگان خواهد بود.
جدول مقایسهای انواع پروفیلهای ساپورت (جنس، مقاومت و کاربرد)
پروفیلهای ساپورت بر اساس جنس مواد سازنده، میزان مقاومت مکانیکی و حوزههای کاربرد، انواع مختلفی دارند. در جدول زیر، انواع رایج پروفیل ساپورت را از نظر جنس، سطح مقاومت و کاربردهای معمول مقایسه کردهایم:
| جنس پروفیل | مقاومت (تحمل بار) | کاربردهای معمول |
|---|---|---|
فولاد کربنی گالوانیزه | بسیار بالا (مناسب بارهای سنگین) | سازههای ساختمانی، صنایع نفت و گاز، تأسیسات مکانیکی سنگین |
فولاد زنگنزن (استنلس استیل) | بسیار بالا + مقاومت شیمیایی | صنایع شیمیایی و دارویی، محیطهای بسیار مرطوب یا خورنده، فضاهای بهداشتی |
آلومینیوم | متوسط (برای بارهای متوسط) | پروژههای سبکتر، تجهیزات با وزن کمتر، فضاهای با اولویت وزن کم (مثلاً سولههای کوچک، تاسیسات موقت) |
کامپوزیت پلیمری/پلاستیک مقاوم | متوسط تا نسبتاً پایین (بسته به نوع) | کاربردهای ویژه نظیر محیطهای با خوردگی بسیار بالا، تأسیسات الکتریکی (به دلیل عایق بودن)، یا محلهایی که فلز قابل استفاده نیست |
توضیح مقایسه:
همانطور که مشاهده میشود، پروفیلهای فولادی (اعم از گالوانیزه یا ضدزنگ) بالاترین مقاومت مکانیکی را دارند و برای بارهای سنگین مناسباند. فولاد گالوانیزه رایجترین انتخاب برای اکثر پروژههای ساختمانی و صنعتی است، در حالی که فولاد ضدزنگ به دلیل مقاومت عالی در برابر خوردگی، در محیطهای خاص به کار میرود (با هزینه بالاتر). پروفیل آلومینیومی وزن کمتری دارد و کار با آن آسانتر است، اما تحمل بار کمتری نسبت به فولاد دارد؛ این پروفیلها در جاهایی که کاهش وزن سازه اهمیت دارد یا بار خیلی سنگین نیست (مانند برخی تاسیسات تهویه یا برق) ترجیح داده میشوند.
در نهایت، پروفیلهای کامپوزیتی یا پلاستیکی که از مواد پلیمری تقویتشده ساخته میشوند، هرچند به اندازه فلزات قوی نیستند، اما برای شرایط بسیار خورنده (که حتی فولاد ضدزنگ هم ممکن است دچار مشکل شود) یا جاهایی که نیاز به عایق الکتریکی است مزیت دارند.
این پروفیلها سبک، ضدزنگ کامل و غیر رسانا هستند اما معمولاً فقط در کاربردهای خاص به کار گرفته میشوند و قیمت بالاتری نیز دارند.
اشتراک گذاری


")


